In this report, I will attempt to restrict the focus to a reconstruction of a furnace such as may have been used at L'Anse aux Meadows by the Norse, circa 1000 AD. (Note that this is turning into the framework of a future paper, here references are not cited.)
Readers are referred to an earlier post dealing with the physical layout of the 'Furnace Hut' at LAMI have been in e-mail conversations with Dr. Brigitta Wallace over the last couple of weeks. She has kindly filled in many missing details, and has passed along other reference materials. Included in this was a copy of the original excavation drawing of the 'Furnace Hut'. (I have not included it here, as I believe this has never been formally published.)
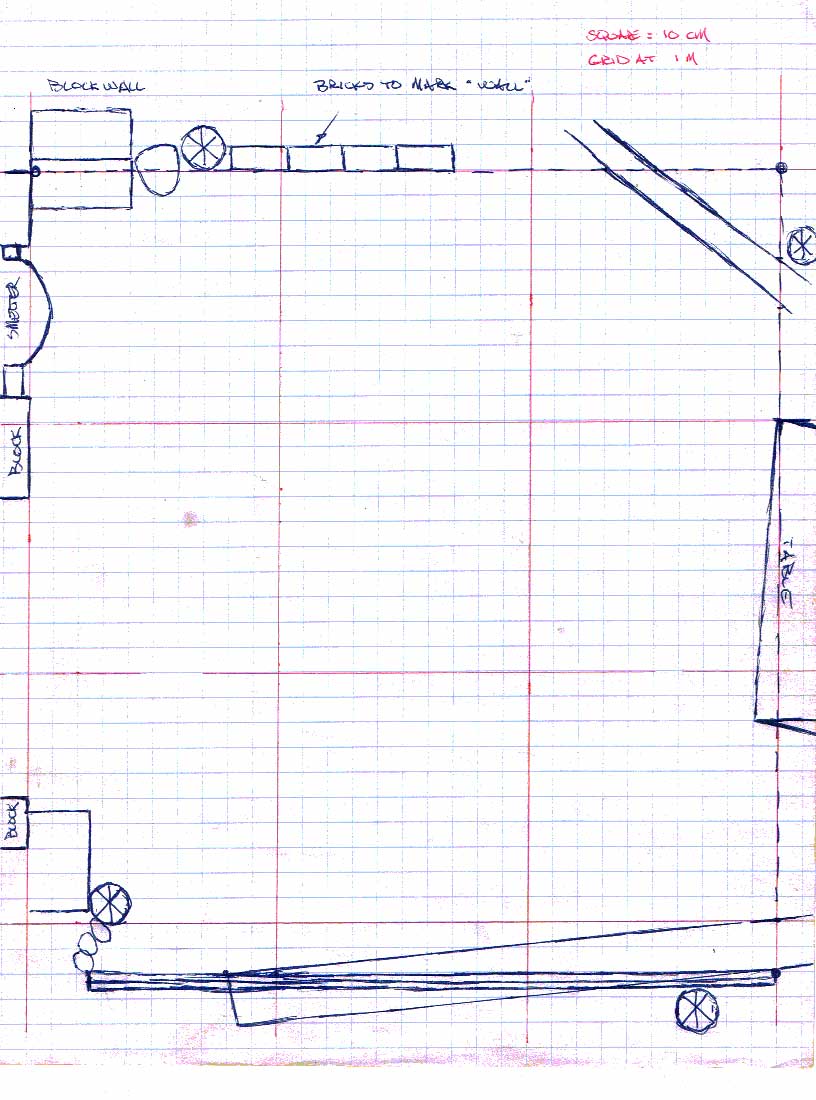
I have taken the various drawings and modified them in Photoshop to a uniform scale. I have made up a couple of overlays, so direct comparisons can easily be made between the archaeology and our proposed work area.
First : What was found is obviously the last stage of a multi stage process. It is my opinion that the layout of objects within the confines of the building appear to be positioned for final consolidation of a bloom to working bar.
Second : The actual smelting furnace (if it was sited inside the structure at all) was obviously broken up and removed. There is very limited material remaining which can be attributed to a furnace. This compounds the problem of attempting to visualize how such a smelter may have been constructed or operated.
Third : Terminology as used between the various reports and observers is creates a significant problem, both in understanding exact meanings and maintaining a consistent language.
In the primary report (Stine-Ingstad) there is little break down between the various iron smelting slags. Dr Wallace's field drawing indicates 'smelting slag' and 'indefinite slag'. (Although 'bloomery slag' is indicated on the key, none is shown on the drawing *). There is a clear distinction made between slag products related to forging, and those derived from smelting operations.
Dr Wallace told me (and also in Stine-Ingstad) that there were pieces of furnace wall found, described as 'bear' by Unglik. This is an industrial term, meaning "material resulting from the reaction of the molten slag with the refractory lining of the furnace". This is pretty straight forward, and something we are well familiar with from our own work. Although the measurement of the fragments found is given as 'ranging from 2 - 10 cm' but 'most the size of an egg' this most likely represents the fused through sintered portions of what was a thicker wall.
Dr Wallace has told me that although her original field drawing differentiated between 'clay' and 'refractory', she feels that distinction was not very accurate. The two terms arose from different language used for similar materials by herself and Uglik.
The wall material is described by Rosenquist, and later by Unglik, as being 'kaolin'. Dr Wallace had also commented that "Some of it is 'siliceous', so it may have been tempered with sand." There quite specifically is no mention of any organic materials mixed into the clay. (We know from our own work that mixtures of either straw cobb or manure have quite distinctive appearances in the furnace wall debris.)
I contacted John Walls of the Pottery Supply House (where we purchase our clays and oxides) for some technical advice:
"Relatively pure kaolins "slump" at 3200 - 3400 F [1760 - 1870 C] but deposits of clay
world wide are often mixtures of kaolinite and other minerals which can
deform at much lower temperatures. ... I think the reason that data is reported for [cone 11] has
more to do with the traditional firing temperature of porcelain and high
fired stoneware than whatever sintering may be going on.
You should be able to use a kaolin like EPK for this purpose or a ball
clay like Bell Dark (more plastic, stronger when dry but having higher
dry shrinkage), both of which are very refractory. "
The material data sheet for commercial 'EPK Kaolin' shows that material to be primarily a mix of 46 % SiO2 and 37 % Al2O3 with a sintering temperature of roughly 1350 C. Bell Dark (of which there is a supply on hand) is listed as primarily 59 % SiO2 and 27 % Al2O3, and sinters at roughly 1315 C.
To put this in perspective with the normal operations of the smelter, we have recorded readings as high as 1510 C, with normal working temperatures being closer to the 1350 C range. In our experimental series, we shifted from straight clay to clay cobb construction with number three. Although cobb is more of a refractory than straight clay, its main advantage is greater durability and resistance to cracking.
Taken together, the proposed construction material for the first reconstructed furnace is straight Bell Dark clay. Course beach sand may be added as required to stiffen the mixture. Mixtures of Bell Dark with EPK Kaolin, or straight Kaolin may be considered for later furnaces if the performance of the initial furnace suggests changes are required. Any individual furnace is only required to endure a single firing. Extra care will be required through the drying / pre heat phase due to the problems of water to steam expansion and evaporation from thick solid clay walls.
 Furnace remains at Erlandsgard, Norway
Furnace remains at Erlandsgard, NorwayA number of prototype furnaces have been suggested as the pattern for that used at LAM. These are from Norway, at Skeie, Elandsgard, Dokkfløy. All are what I have been calling a 'boxed short shaft', a clay cylinder surrounded and supported by large stones. Our own experience has shown that a clay cylinder alone will certainly withstand a single, if not several, smelting cycles. The primary reason for constructing the kind of massive structures as seen in the examples is to build furnaces intended for 'industrial' production (an extended series of firings).
On top of this, there were certainly not enough stone slabs uncovered in the excavations to encircle a full smelter.

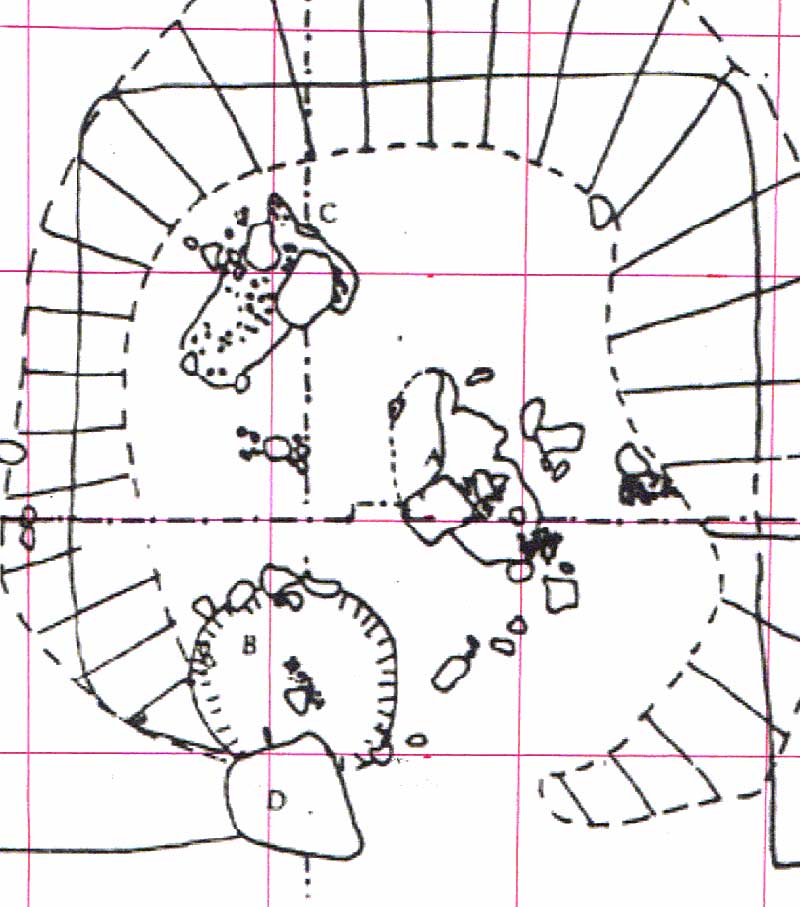
Looking at a photograph of the central deposit of charcoal, it is possible to envision a roughly circular pattern of charcoal and clay (mentally removing the 'anvil stone' and its fragments). From this a tongue of mixed charcoal and slag extends towards the open door of the structure. This is roughly the pattern created from a bottom extraction process.
If the photograph accurately records a bowl shape depression into the underlying soil, containing charcoal and surrounded by a ring of clay, what may be seen here is the base level of a smelting furnace which has been cut away at ground level. Working with a roughly scaled image, I have superimposed circles which appear defined by the ground features.

The result is an internal diameter of 20 cm, a bit small for a Norse iron furnace, but certainly proven functional by our experiments. The advantage of this smaller furnace would be a reduction of the ideal air volumes required. Using the proven Sauder & Williams method, between 315 to 565 litres per minute is indicated, a volume more easily achieved with Norse styled bellows.
It is possible to extend the ground features to a circle marking roughly 30 cm, with perhaps a second ring at 40 cm. The 30 cm diameter would mark a wall thickness of 5 cm. This is suggested as a minimum thickness for a straight clay construction, bearing in mind that the total furnace height needs to extend at least 60 cm above the base. Most likely, the walls would be thicker at the base, tapering in towards the top. This would help account for the random thickness of the 'bear' wall fragments excavated.
* This is not intended as a criticism of the original excavation. By Dr Wallace's own admission, the entire team was completely unfamiliar with iron related debris in fine detail. It is important to note that our pieces are 'fresh', while the archaeologists are attempting to assess samples in the ground for a good 1000 years!
































{kind=link}