How does a forge weld (hammer weld) actually work?
For the novice blacksmith, this is one of the skills that proves extremely difficult to learn. This is partially because the method involves the proper preparation, the ability to closely judge temperature visually, and very precise hammer control, all in combination for correct results.
Confusing this - what actually is happening is typically poorly understood. There is an awful lot of incorrect or misleading information out there. (1)
So I was interested when the following question was posed by Owen Bush of the UK. (Owen, by the way, is most certainly someone * I * consider to be a true master in our field. Especially as a bladesmith, but also as one who smelts iron blooms.) (2)
Why is carbon steel able to be forge welded at lower temperatures than mild steel or wrought iron... I have a few ideas...It could be that it is physically harder than mild steel or wrought iron and more force is applied to the joining of the hammered pieces, as opposed to plastic deformation. Or that the carbon in carbon steel is reacting to reduce oxidisation in the micro climate of the forge weld...or something else... I would be interested in your thoughts?
Jesvs Hernandez answers. (Jesvs is easily one of the smartest people I know, another of the Early Iron Group.) (3)
Let’s look at these two concepts. Solid state diffusion welding vs. liquid state welding. By definition if it is called a SOLID-STATE welding process (like a forge weld) then there is no liquid (oxyacetylene, MIG) and no filler metal (brazing). The metals to be joined may be similar or not. As the name implies the process of joining two metals involves DIFFUSION. Ideally the contact surfaces are as smooth as possible and free of contaminants. Heat and pressure are applied for a given amount of time. Ideally this would be done in a vacuum or immersed in an inert gas atmosphere for metals that form oxides easily. What occurs at the surface level is that both surfaces contact each other, first by touching the little peaks and valleys of the surface together (because even smooth polished surfaces have a certain roughness to them). These tiny peaks deform and link together. This is technically known as CREEP. Temperature and pressure accelerate the creep until the metals (well… the atoms) migrate through the contact points and of the original gaps and only blisters remain. Finally, more material begins to diffuse between the surfaces closing the blisters and creating the bond. The resulting solid will have no gaps and if the same material is being joined, microscopically there will be no visible joint line. All a nice and solid continuous metallic bond as opposed to a covalent, ionic or weak molecular bond like those of London dispersion or dipole-dipole forces.
One advantage of solid-state diffusion bonding is that dissimilar materials can be joined together. Some of its limitations include, that great care is required in the surface preparation. Oxidation and/or contamination of the surfaces would decrease the joint strength and diffusion-bonding of metals with stable oxide layers is very difficult. Luckily for us, some metals and alloys (like the steel we work with) have their oxide films dissolve/decompose/break apart during the bonding and so metal-to-metal contact can be easily established at the interface. It is when the oxide film is stable that the bond is not easy to form. All of you have experienced this to some point. You all have welded steel which had less than clean and smooth surfaces. And yet it welded together. And have had failed welds even with clean and smooth surfaces because some pesky stable oxide layer formed on the surface unexpectedly.
Ok, now. I am getting closer to what I think happens when welding mild steel to higher carbon steel. For that I need to introduce a new concept: Transient Liquid Phase Diffusion Bonding.
It is not liquid diffusion bonding and it is not solid but technically is considered solid-state because the liquid interface only forms temporarily and the liquid solidifies before it cools down. Meaning it solidifies at the welding temperature. Liquid-state diffusion bonding relies on the formation of a liquid phase at the bond. This liquid phase fills in the gaps in the surface and eventually solidifies facilitating the bond. This is what I think happens when higher carbon levels are present in one of the steels being welded. The carbon lowers the melting point just so this transient liquid phase can occur facilitating the diffusion bond.
One of my 'go to' sources for anything like this is always the excellent ‘Iron, Steel & Swords’ by Helmut Foell. The following is an piece of the 'first level' entry : 6.2.3 Welding with Hammer and Fire (4)
Now let's consider contact welding for steel. We certainly don't have atomically flat surfaces, the steel at all times is covered with a thin (some nanometers) oxide, and the crystal orientations don't match because it is a poly crystal anyway.
 | |||
| 1) At room temperature 2) 'polished flat' 3) 'perfectly smooth' - grain structure (a) |
If you now heat up your steel to red-hot temperatures in air and thus in oxygen, it simply burns, forming comparatively thick iron oxides called "scale". Scale can grow rather thick; you can get fractions of a millimeter in minutes!
If you bring scale-covered steel in close contact, not much will happen. However, if you put your iron in the reducing part of you fire (deeper inside) in contrast to the oxidizing part (more on top of the flames) you minimize scaling. If you also pour fine-grained "sand" that contains silicon dioxide (SiO2) on the hot steel, you may liquefy the scale. If you now hit the two pieces hard with your hammer, the liquid stuff squirts out at the seams and you get the iron atoms into close contact. Plenty of thermal energy does the rest. Iron atoms will move and bond to other iron atoms. Welding is achieved.
If you keep your material hot enough for a while, grains grow. The grain boundaries formed during welding thus move and become unrecognizable from the other ones. Taken all of that together, there are plenty of reasons why you need to do hammer welding at elevated temperatures.
Forge Welding - The Rules
 |
| 'Classic' Forge Welding image (but the camera sees differently than your eye!) |
So - going from the theoretical to the practical :
1) CLEAN
As you can see from the knowledgeable descriptions above, you can not fuse oxide. So clean off the oxide from the surfaces before you start. Yes - it is impossible to remove all the oxide down to a microscopic level (unless you were working outside of normal air!). But the easiest way to improve your welding ability is polish off that fire scale before you start.
2) FLUX
See Clean
If you don't keep the oxygen out - you have that fire scale (which will not fuse).
The flux, as stated above, liquifies the (minimal?) scale still present, and also both helps keep out possible 'dirt' from your fire - but also carries any of either away under the hammer stroke.
There is confusion here, because antique wrought iron may in fact 'self flux'. This because there is always some amount of slag trapped inside wrought iron from its creation process. 'Good' quality wrought iron will have less of this - and so may still require some addition of flux. All modern steels require flux.
Note that this puts anyone working with propane at a disadvantage. The borax flux typically used in North America absolutely eats through most forge lining materials. A good quality castable refractory flooring can reduce this damage, but at a premium cost.
3) FIRE Control
See Clean (again)
As Helmut warns that during heating, you should attempt to be holding your metal contained in ideally a reduction atmosphere. For solid fuels, this means:
- - inside a proper 'cavern' fire
- - balancing air blast for ideal heat creation, with no additional air (oxygen) supplied
- - welding with a clean, fresh fire (avoiding excess ash)
Note that this puts anyone working with propane at a disadvantage (yet again). This because unless you have a) a very good forge and b) carefully adjusted the fuel / air mix, you are certain to get quick and excessive scaling in a gas forge.
 |
| Stack of Bloomery Iron, heating for a Forge Weld (note uniform colour) |
You need the metal to become just hot enough effectively deform it enough under the hammer stoke to fuse the pieces as described.
NOT 'until you see sparks coming off' !!! (At that point you are in fact burning the metal, damaging its structure. Fine for horse shoes, but not for any critical work.)
How hot is hot enough?
Sorry - this is where the experience comes in.
'I had to learn just what the correct temperature on the surface looked like' is the simple truth :
- - ideal temperature varies with different steel types (see Owen's original question)
- - there is a relationship to hammer technique (see below)
Obviously you need to be able to observe the metal surface. You can NOT do this will unprotected eyes! At the bare minimum, proper didymium safety glasses. Ideally a darker protective lens. (6)
5) Hammer TECHNIQUE
- - Speed : the metal will only be hot enough to effectively fuse for an extremely short time. So those hammer strokes need to be very quickly applied to the entire surface to be welded.
- - Placement : remember that the flux serves to wash out any oxide slag and dirt, as well as needs to be displaced itself. So the location of individual stokes needs to :
- - work from folds to open edges
- - work from centre to outer edges
- - Force : you need to hit 'just hard enough to fuse the pieces'. No more, no less. If you don't hit hard enough, you will not displace the flux / slag. Or actually force the pieces into intimate contact as required. But at the same time, the metal is extremely soft and plastic at effective forge welding temperatures. Hitting too hard will simply massively distort the material beyond any desired shape.
- - Penetration : this is certainly related to all of above. Typically a heavy hammer will apply more effective force through the entire mass. But at the cost of limiting the needed speed and reducing the placement of individual strokes.
Obviously personal hammer technique is going to come into play here.
Myself, I normally run my first course of hammer strokes with my (standard) 800 gm hammer, which allows me to work over the entire stack surface with great speed and very good control of individual strokes. This will at least 'tack' weld the pieces, removing all the flux / slag. I then take a second welding heat. As the pieces are now at least loosely fused, it is much easier to ensure a consistent temperature throughout. I then switch to a heavier (for me, 1000 gm) hammer for the second weld course. I can't move this as quickly, but the intent here is to ensure effective penetration through the entire mass.
If I am working larger billets, I will make the next sequence again to welding temperature. Now I switch to the air hammer. This not only ensures full penetration and fusion of the billet - but quickly starts to pull out the block for the next 'stretch and stack' series.
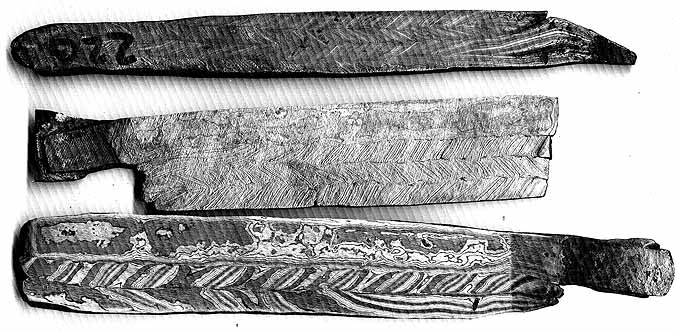 |
| Some Pattern Welded billets - ready for forging into blades. All from about 150 to 200+ 'layers'. |
a) illustration stolen from 'Iron, Steel & Swords'
1) I saw a demonstration once by a 'well known name' smith of forge welding. Where he deliberately, one by one, broke all the 'rules' of forge welding. With the repeated tag line : 'See, you don't need to ...'.
I was furious.
Sure, with considerable skill and extensive experience, you might be able to achieve an effective weld after breaking one of the effective rules. But to illustrate to novice blacksmiths that these rules were not important, the overall result was to effectively mystify one person's ability. Not to teach anyone else the technique.
2) A sample illustrating Owen's work and process:
Note that this is a 'high art' * promotional * video.
Also see the elements of work taken from Japanese traditional methods.
3) Unfortunately, Jesvs' web site is down (a loss, as there was a lot of good information there) He still has maintained a good grouping of tutorial style video on YouTube
4) As with all the content on 'Iron, Steel & Swords', this is just the starting point to a more in depth discussion of this topic!
5) This, at the most basic, is why Migration era swords most commonly will have nine layer composition (or sometimes seven or eleven). If you take 1 to 1 1/2 wide plates, each about 3/16 thick, and stack them? The resulting pile will be roughly a square cross section. This allows the heat to evenly penetrate into the stack for most effective forge welding. (Nothing 'mystical' about the number - sorry!)
6) I personally always wear didymium glasses in the forge, especially when working with coal. * For forge welding, I add a pair of 3.5 shade welding lenses, which I have fitted on a 'flip up' mount. This allows me to easily (and safely!) observe the metal surface inside the (too!) bright forge. I can then flip these out of the way so I can correctly see the hammering on the anvil.
With a propane forge - your need may certainly vary.
* The exception here is when teaching. I don't provide didymium lenses to students (for the short time of a course). I need to 'see what they see', so just wear my normal safety glasses.
** ADDITION **
After publishing this piece, I had a direct comment from my old friend (and fellow Artisan Blacksmith) David Robertson of Hammer & Tongs Studio
I read your post. Mostly made sense see also: http://www.phase-trans.msm.cam.ac.uk/2005/Amir/bond.html
A more in depth look at diffusion bonding see: http://www.phase-trans.msm.cam.ac.uk/2005/Amir/bond.html
ReplyDeleteThe science behind the simple smithing procedure can be quite profound!
I just wanted to mention that if you (Darrell) or anybody else who reads this post is interested, you can still view Jesvs Hernandez' website via the "Wayback Machine". Here's a working link to his site using that search engine: https://web.archive.org/web/20170508143918/http://jhbladesmith.com:80/
ReplyDeleteAlso, FWIW, a lot of Don Fogg's site is still archived there and viewable as well using the same archive search engine.
Here is a link to that as well: https://web.archive.org/web/20120227211919/http://www.dfoggknives.com/
There are quite a few gems that wouldn't basically be lost in internet oblivion if it weren't for the Wayback Machine so it's definitely a great resource to know of. If you know of any other websites that are no longer being hosted and want to see them again, just enter its URL in the search bar and choose one of the (usually multiple) years/dates that the Wayback Machine archived it on in order to view the site just as it was on that very day: https://web.archive.org/
Anyway, perhaps this may be helpful to somebody else as it has been to me.
Thanks for sharing the info in your BLOG btw. Even though main interest in bladesmithing, there's definitely a lot of interesting stuff to read here ;)
Take care. :)
~Paul