
Sunday, March 31, 2013
Saturday, March 30, 2013
Spring comes to Wareham (?)
 |
| Charv Soaking up Sun - first time this year. |
 |
| River at the rear over the lot line - looking roughly NW |
 |
| School of Coy in the pond - largest about 6 inches, obviously expanding to about 3 dozen total. |
Ok, April Fools Day is still coming on Monday. And yes I have taken the winter storm tarping down. Second day here of mid afternoon sun and temperatures at about 10 C. I know I should be working in the shop...
Friday, March 29, 2013
Students for IRON SMELTING ??
Introduction to
Smelting Iron
March 29 - modified to expand program to 18 hours / 2 1/2 days
March 29 - modified to expand program to 18 hours / 2 1/2 days
2013
May 24 - 26
Friday evening, Saturday & Sunday (long day!)
| Introduction to Smelting Iron is an intensive hands on program, roughly 18 hours in duration. Students will prepare materials, build a smelter, then fire it to produce a workable iron bloom. The 'Econo Norse' smelter that will be used was designed to be quickly constructed of easily obtained materials. It is fired with charcoal and uses an electric blower for air supply. A bloom weighing roughly 15 lbs is expected from use of about 40 lbs of ore. | 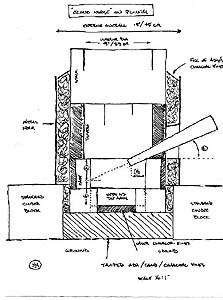 |
 |
| A number of video segments showing past smelts can be found on Darrell's YouTube channel |
Smelter Plan
|
Smelter Constructed
|
Friday Evening, the program starts with a background lecture covering the historical development and the practical elements of the small direct process bloomery furnace. (Typically 8 - 10 pm)
Saturday, the day will be spent constructing the 'Econo Norse' brick smelter itself. The smelt normally requires about 80 - 100 KG of charcoal to be smashed to size and sorted. Ore will be prepared, with various potential types being evaluated. At least some rock based ore will be roasted and crushed for the experience. Other furnace types will be examined (as part of ongoing experiments at Wareham). The working site will be prepared for the smelt the following day.
| A LONG day Sunday will start at 8 AM with the pre-heating the furnace. Any more charcoal required will be prepared. The now cool ore will be crushed (about 20 - 40 KG required) The initial charge of charcoal is scheduled for roughly 10 am. The actual process of the smelt takes roughly 6 - 7 more hours. Participants will learn the effective managing of an operating smelter, including adding fuel and ore, controlling air flow, and taping slags. Valuable experience will be gained in how to interpret the sounds of a correctly operating furnace. |  |
 |
 |
| Pre-heat Phase | Adding Charcoal | Tapping Slag |
| After this, the resulting iron bloom will be extracted from the furnace - while the mass is still white hot!. It then is given a primary consolidation, compacting the surface using sledge hammers. The iron produced will be cut to sections and shared between the participants. |  |
|
Cutting Bloom
|
A Finished Bloom
|
I am currently seeking additional students to round out this program. This is the ONLY course on these techniques AVAILABLE IN CANADA.
For more details, including registration, go to the full web site description.
Wednesday, March 27, 2013
How far we've come?
 |
| Paleolithic stone flake blades. Japan - 13,000 BC |
 |
| Forged iron blades. England - c 900 AD |
 |
| 'Mosaic Damascus' by Conny Persson * |
The Cutting Edge : Considering Blades [Lecture - Rm 110 - 3:30 pm]As the presentation developed, it became more and more centred on the development of blade raw materials, and how they have influenced the basic possible shapes.
Cutting tools have been with us as long as we have been human. Stone, copper, bronze, iron - all these materials have determined the possibilities and influenced the shapes of blades. The bladesmith has long cloaked his craft in mystery, often to the confusion of the end user. This session will be a free wheeling look at both historic artifacts and a peek at techniques of the bladesmith. As well as attempting to suggest the correct common types for specific historical periods, consideration will be given on how to select and care for knives and other bladed tools.
Two things that always strikes me, when I look at the actual archaeological record:
1) The fundamental blade profiles are ancient in origin.
2) For almost all of Human History, working knives have been small - in the range of 7.5 - 10 cm blades (3 - 4 inches)
Although *modern* bladesmithing *art* is dominated by exotic alloys, elaborate processes, and complex ornimentation, this is very much different that the majority of cutting edges through history. Many of both the materials and methods seen in contemporary high end bladesmithing simply *did not exist* before the middle of the 20th Century.
* Hopefully this credit is correct. I scammed that image from a posting to a general discussion group, sourced out of Google Images. Nice work!
Saturday, March 23, 2013
'Black Damascus' ???
I see that you teach how to make damascus steel. do you also teack how to make black damascus??
"Damascus" can refer to two entirely different types of material:
- The historic material (India, Persia) is from a crucible produced method. A sealed container with the desired iron materials plus other elements is baked at an extremely high temperature to fuse and convert the contents, first liquified, then cooled into a 'puck'. This then is forged. The surfaces of the finished blade will have a specific random mottled look when acid etched later.
- The modern term usually refers to a specific method of layered steel formation. Thin plates of differing alloys are forge welded, drawn and repeat welded. The surfaces are then distorted, typically in predictable ways to create specific known patterns of the lines. The effects also vary with alloys and acids. There is a very nice summary on Cashen Bladesmith web site.
Northern European 'Pattern Welding' is an archaeological term referring to a specific variation on the layered steel process. Bars are drawn and twisted - creating diagonal lines in the finished surfaces. This is the method I use primarily in my own work. I certainly have created many blades using the flat stack process. I have never undertaken any of the crucible methods.
I have commented before about the problem with slippery termonology between modern knife makers (and worse, commercial retailers!)
I did a fast internet search for 'Black Damascus'.
It is critical to me that ALL of the web references are by commerical, usually low end, blade retailers. *NOT actual bladesmith makers.*
Near as I can tell 'Black Damascus' is simply a dark chemical process (likely similar to 'bluing' or 'parkerized' finishes on gun barrels). This is added after the forging and heat treating - as a replacement to the etching process. It totally obscures the decorative effect of the layered steel process - which is entirely the reason (in the modern world of alloys) you would undertake all that effort in the first place!
Given the extremely low price of these advertised 'Black Damascus' blades (in the range of retail $100 !!) I can not imagine that there this is anything but a trick to obscure extremely low quality.
 |
| http://www.sworddemon.com/p-7765-dark-dragon-katana-black-damascus.aspx |
These have just got to be mass produced machine ground blades, likely only oven heat treated (if at all).
So I guess the answer on that one is - NO (as in 'Hell NO!')
Monday, March 18, 2013
Three by Sauder : A Holding Place
Babble On
Materials: bloom iron Dimensions: 8" h x 6" w
Bloom forged to plate, leaving thicker section as frieze. Cuneiform characters impressed by punch.
Photo credit: Sauder Lee Sauder Lexington, VA. USA
My work is largely focused on research into ancient ironworking methods, especially iron smelting by the bloomery process, and applying these techniques to original contemporary pieces, both sculptural and functional.
Bloom Vase
Materials: bloom iron Dimensions: Approx 9" h x 6" w
Bloom iron forged to plate, and then rolled to vase form.
Photo credit: Sauder Lee Sauder Lexington, VA. USA
My work is largely focused on research into ancient ironworking methods, especially iron smelting by the bloomery process, and applying these techniques to original contemporary pieces, both sculptural and functional.
Nail Bowl
Materials: Nails Dimensions: Approx. 7" dia
. Scrap nails partially melted together in a side blast hearth, and then forged to plate, plate raised to bowl form by stretching center.
Photo credit: Sauder Lee Sauder Lexington, VA. USA
My work is largely focused on research into ancient ironworking methods, especially iron smelting by the bloomery process, and applying these techniques to original contemporary pieces, both sculptural and functional.
Materials: bloom iron Dimensions: 8" h x 6" w
Bloom forged to plate, leaving thicker section as frieze. Cuneiform characters impressed by punch.
Photo credit: Sauder Lee Sauder Lexington, VA. USA
My work is largely focused on research into ancient ironworking methods, especially iron smelting by the bloomery process, and applying these techniques to original contemporary pieces, both sculptural and functional.
Bloom Vase
Materials: bloom iron Dimensions: Approx 9" h x 6" w
Bloom iron forged to plate, and then rolled to vase form.
Photo credit: Sauder Lee Sauder Lexington, VA. USA
My work is largely focused on research into ancient ironworking methods, especially iron smelting by the bloomery process, and applying these techniques to original contemporary pieces, both sculptural and functional.
Nail Bowl
Materials: Nails Dimensions: Approx. 7" dia
. Scrap nails partially melted together in a side blast hearth, and then forged to plate, plate raised to bowl form by stretching center.
Photo credit: Sauder Lee Sauder Lexington, VA. USA
My work is largely focused on research into ancient ironworking methods, especially iron smelting by the bloomery process, and applying these techniques to original contemporary pieces, both sculptural and functional.
Sculpted Forging
The most recent OABA meeting was at the workshop facility of Jim Barton. The demonstration was by Russian trained artist blacksmith Eugeny Neumoin.
The quality of this work is nothing short of exceptional:






If you examine the very best of contemporary artistic forge work, you will see something that all these examples illustrate. The metal is so heavily sculpted, you have trouble figuring out what the starting stocks might have been.
Eugeny is an excellent example of a recent trend in Ontario at least. That of recent arrivals from Eastern Europe and the former USSR. These blacksmiths bring a solid grounding in traditional skills, gained in areas where the formal apprenticeship system is still operating.
'When *I* grow up, I hope my work gets as good as Eugeny's'
Sorry for the quality of some of these images, I only had my point & shoot digital camera with me.
The quality of this work is nothing short of exceptional:






If you examine the very best of contemporary artistic forge work, you will see something that all these examples illustrate. The metal is so heavily sculpted, you have trouble figuring out what the starting stocks might have been.
Eugeny is an excellent example of a recent trend in Ontario at least. That of recent arrivals from Eastern Europe and the former USSR. These blacksmiths bring a solid grounding in traditional skills, gained in areas where the formal apprenticeship system is still operating.
'When *I* grow up, I hope my work gets as good as Eugeny's'
Sorry for the quality of some of these images, I only had my point & shoot digital camera with me.
Sunday, March 10, 2013
Held out of Holding Place
If the content of this message is not displayed properly, please click here
|



Ok - I didn't make the cut. I'm going to put that down the quality of my photographs, which on seeing the majority of the pieces featured, is the most likely reason (??)
The overall selection of work is well worth taking a look at. Although a good number of the objects are more 'standard', there are some very interesting shapes and certainly textures. The blending of techniques is often extremely interesting.
*I* certainly got some ideas from some of the work illustrated.
I will comment that the layout of the exhibit itself leaves a bit to be desired. The curator's statement is repeated in full on every one of the 122 separate pages. There are only six objects shown via thumb nail per page. It takes forever to scroll through the entire exhibit. The objects are listed alphabetically by the title. (Which does not really allow you to fast forward either - unless you knew ahead the title?)
Friday, March 01, 2013
Making Charcoal?
Lee Sauder Posted Yesterday, (to Don Fogg's Blade Forum)
I reckon the only way to ensure good charcoal is to make it yourself. ...
Another commercial source that I have dealt with on occasion is Humphrey Charcoal, you can find via Google, They're reasonable and pretty easy to deal with. Call 'em up, don't try to process an order online. The times I have used it it seemed mighty sparky, but seems like most commercial charcoal is.
 |
| Lee's 'Dumpster' full sized charcoal kiln |
It is not a solution for everyone - unfortunately.
You do need a very rural, almost isolated location to run the charcoal kiln. Making charcoal produces huge volumes of rather dense (often 'greasy' smoke). Bruce Cowan, who had been making the Black Diamond I raved about, was shut down by neighbours complaining to our Ministry of the Environment - for just that reason. His retorts were running fairly high efficiency (the flameable gasses returned to burn off for increased heat) and about the same volume as a 45 gallon drum.
A better method might reduce this?
You do need a source of wood. The pieces should be as uniform in size as possible, with 1 inch thickness being ideal. (If for no other reason than this is the size for the smelting furnace later.) Lee is blessed with a friend who owns a hardwood trim mill - and he gets the damages and off cuts from that. If you own a wood lot, deadfall branches would be good. Break up shipping skids?
One note on lowering your charcoal costs:
Check around and see if you can find a supplier who sells to restaurants who are involved with flame grilling. Using actual charcoal is a specialty - but it is reasonably popular, especially in bigger cities. The Basques Charcoal I listed (from Barrie for those reading in Ontario) is in that business. I had sourced this via the internet.
Although I live in the country, its only a one acre lot and I don't have access to timber. I would have to purchase firewood, hand split it for uniform size, then make the charcoal.
I ran the potential numbers on this. Right now I'm paying $325 for a bush cord, dry, spit and delivered. That is 128 cubic feet, which works out to $2.54 a cube. Computing the charcoal is a bit rougher. A full skid of 16 bags @ $17 per bag (my discounted price via McDonald's Home Hardware in Dundalk - thank you!) is roughly 80 cubic feet. That comes to $3.20 a cube.
*If* (big if) I was getting 100 % return on the wood to charcoal phase - I would only be saving 20% on all the labour involved.
I do intend on converting a metal drum I scrounged last fall into one of Lee's 45 gallon kiln units. My local lumber yard sells old shipping skids at $1 each - which should provide an economical source for the wood. Mainly oak, and already pretty uniform thickness.
Stay tuned....