I took a fast hunt for the Moorforge Viking Settlement web site.I am David Watson of Moorforge Viking Settlement... (1)
This looks to be a private venture?
Nice work on the two buildings. I've got to admit that I had vague ideas years back of attempting something similar here at Wareham, but never proceeded with it. I've got a serious problem with lack of suitable building materials (and lack of labour / machinery). My place is only a single acre, so resource gathering is not possible / restricted / expensive.
(I do have the basics of a small plank walled 'town house' from a museum exhibit I built years ago in storage. (2) Maybe *this* year I will get the thing set up in the yard? My partner has dreams of a small Celtic Iron Age round house...)
First thing :I will be running an iron smelt over the weekend of 14th - 15th March and wondered if you could offer any advice to a newbie if I explain what I have.
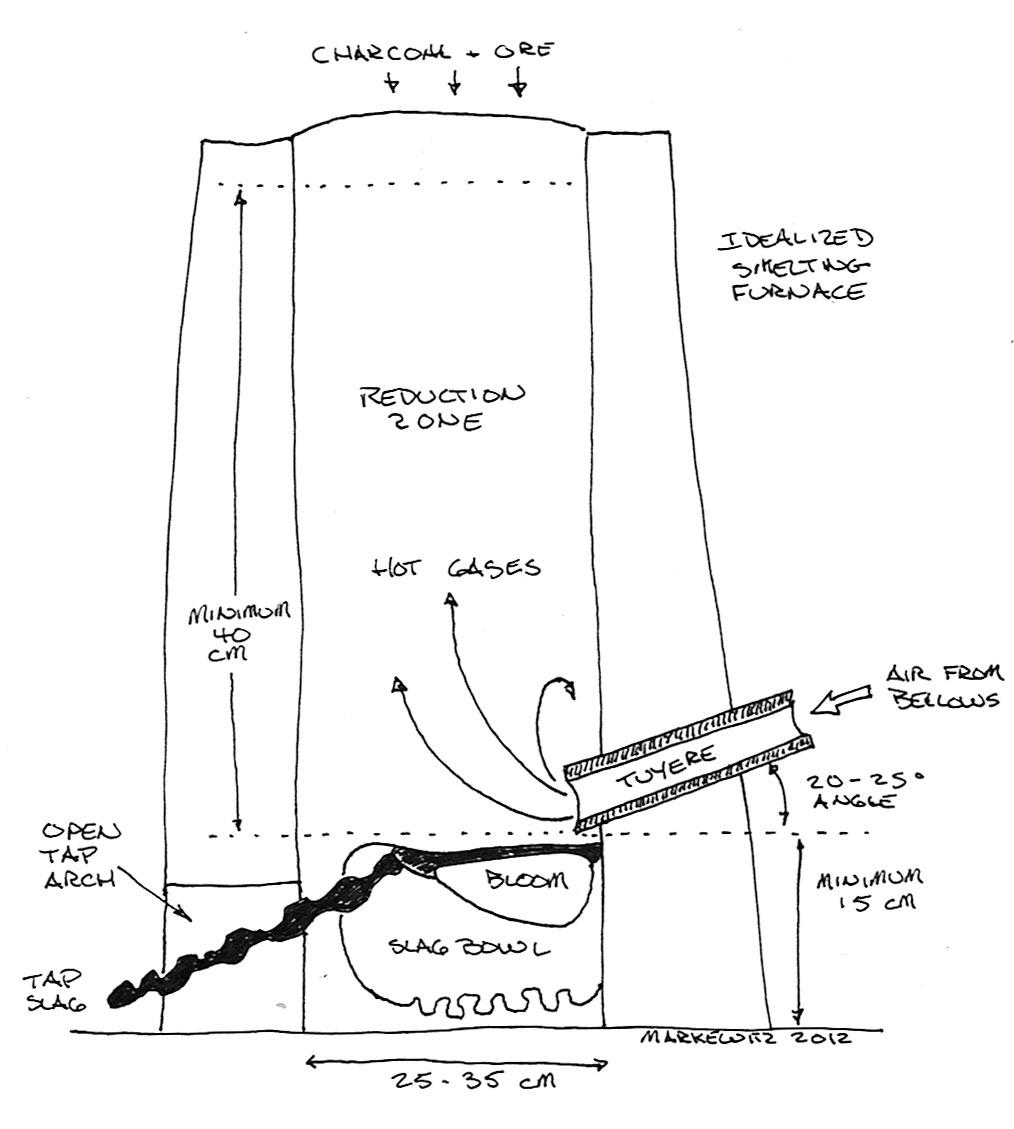
Do check the files section on Facebook 'Iron Smelters of the World'. I put up a simple guide (based on a journal article) that covers most of the basics of building and running a 'short shaft' furnace. This is close enough to some of the Norse types, clay construction most typical in Denmark. Remember that you need to stick pretty close to the model (changing more than a couple of the variables will seriously impact results).
We have found here that although the clay does impact on slag generation particularly, with some care in building / simple modifications, most clays seem to work, especially if you consider the furnace more or less limited use. A lower fire point / melting point clay will suffer more erosion, typically in an offset oval pattern around the tuyere (10 cm below and side to side, 15 cm above). We worked with a local very low fire red earthenware for our first attempts here. As things like tuyere angle proved to be completely wrong - it is hard to say if the problems we had with burn through of the walls was due to the clay, or the design. We gave up using the stuff because of the labour involved (digging, hauling, breaking, screening, re-hydrating) against the low cost of a dry potters clay (was only $15 a bag!)I have organised an ample supply of hardwood charcoal from a local charcoal burner and have found a local source of clay from a friends woodland, I'm happy with the quality of the clay as it has been used by a potter for fired earthenware,
If you check Lee Sauder's descriptions, you can see he and I have taken two different approaches to clay mixes.
Lee uses a mix in the range of 50 / 50 course sand to clay. When combined with a lot of care in the build, (and Lee's methods) this results in a fairly durable furnace.
We have worked with a number of clay cobb mixes, settling on clay / sand / horse manure in equal volumes. Horse manure is last years dry pucks, shredded between your hands to the fibres. This gives a furnace that resists cracking, and allows for less attention during the build. The normal here is to build new furnaces (new experimental tests), the most we have used one build for was five smelts.
Ok - I did attempt a real quick look for details of the Florence Mine on the internetthis leaves me with my ore.
I have about 30kg of haematite from a local mine - the Florence Mine in Egromont Cumbria UK if you would like to look - they supplied the local steel industry for many years but have now sadly closed, the mine is now a museum and arts centre.
The manager is an old guy who worked there when it was active and he tells me the ore is running at about 50% purity and is of very high quality.
From what I could gather (??) this appears to be 'Specularite' (warning - I most certainly am NOT an ore geek!)
One thing that jumps out at me : Your local information states ' 50% pure'. Is that rock to haematite? At 50% Fe2O3, your actual iron content is actually closer to 34%. (3) This may prove too low for effective bloomery smelting.
Is the source material partially purified from the rock matrix?
He might mean 50% iron ?? In which case you should be good. (I guess a test will tell). Expect a lot of slag to tap off!
The ore is non magnetic and the batch I have has been ground to a grit, the same as they supplied to the local furnaces.At one point I was able to easily acquire haematite used commercially as a sand blasting grit. (4) This stuff was roughly 98% Fe2O3!
A good set of examples of the use of this material was at Smeltfest in 2006
Generally we found that the small particle size of the blasting grit (like a course sand) tended to easily convert to high carbon cast iron. You had to be real careful with your air volume to burn rates, if you got too quick / hot, the cast iron was the result. The good news is that with some care, the blooms tended to higher carbon contents. Harder to forge into working bars, but certainly a metal more suited to blade making.
If you can offer any thoughts or tips that may help I would be most graitfull, one question I have, will I need to roast the ore before use ?Ok - this is my personal take on ore roasting :
Why do you do this?
a) If you are working with a rock ore from source, the high temperature fracture the stone, and makes it much, much easier to break down into the required finer pieces.
b) Also with a rock ore, the heat converts the iron oxides into Fe304. This has a darker colour, which makes sorting out the stone matrix bits by eye a lot easier. This also makes the iron component magnetic, allowing for possible magnetic sorting as well (not always the most effective - but as you noted, the Fe2O3 is not magnetic at all.)
c) If you are using a primary bog ore (or any of the secondary bog ore forms), the roasting process will drive off possible sulphur contamination.
I've seen a lot of people yak on about the 'increased efficiency' of converting the ore to the higher iron form of oxide as a first step. There is actually so much waste heat in a normal bloomery furnace, making sure you have the correct stack height (even adding an extra 10 cm) is so much easier than undertaking a separate fire sequence. (I say this noting that I rarely have been able to work with a primary bog ore here - there is none in my region.) We certainly did roast the Virginia Limonite ore I was at one point hauling back from Lee's place from Smeltfest.
So as you mention the ore you have has already been mechanically processed into grit, I don't really think roasting is going to need to be undertaken.
One thing that occurs to me?
As you illustrated a Viking Age context for your work site, what are you going to use for air?
I've done a lot of experimental work related to Norse air equipment. Here I would suggest looking to this blog and doing some searches (there will be at least a dozen commentaries on this topic).
You might also check the work of Michael Nissen from Denmark (who was at the Ribe Viking Centre).
Note to Readers :
If David returns with any more details about his scheduled iron smelt on March 14 / 15, I will most certainly share any information here.
1) Normally my policy here is not to name individuals who contact me, when I convert my return message into a blog post (which often does happen here). As David is openly named and described on the Moorforge web site already, I have taken the liberty to consider him a 'semi public' figure (like I am).
2) World of the Norse : Prepared for the Cranbrooke Institute of Science in 2003, to accompany it's presentation of 'Full Circle - First Contact' (which I also had worked on).
3) ... and I'm so not a math geek either.
Atomic weight of Fe = 56, of oxygen = 16, of Fe2O3 = 154
% of iron in Fe203 = 68%
If ore is 50% of Fe2O3, that means only 34% iron
Our own experience here has been that much below 45% iron content to your ore, the limits of the direct bloomery process make any kind of reasonable result unlikely. Ideally you should be aiming for closer to 60% iron content for good results.
4) At one point available in 40 kg sacks from Opa Minerals, relatively close by at Watertown, Ont. The material was haematite from Quebec, and quite economical at the time at roughly $20 per sack. Unfortunately, the company changed to selling only in metric ton cubes.








{kind=link}