'The Mastermyr Find' by Arwidsson & Berg * is one of the standard references for anyone interested in functional iron work (especially tools) from the Viking Age. The find consists of a wooden chest containing a complete set of blacksmithing and woodworking tools, as well as a number of both completed metal objects and pieces obviously under repair. The volume describes the find, which was unearthed by a farmers plow in Gotland, 1936. As a primary archaeological report, it contains scaled drawings, photographs, written descriptions and contexts for all the objects. Although originally dated to 'late Viking Age' (circa 1000 AD), later examinations have pushed the tentative date for the deposit to closer to 1150. This does not change the fact that the majority of the tools particularly are types in common use throughout the entire Viking Age.
The object under consideration here is the large 'Fire Grid' found in association with the tool chest. Obviously it would not fit inside the box itself, the rough measurements of the grid are 50 x 50 cm.
Even when working with as good a primary source as The Mastermyr Find, I find it extremely helpful to scan in the available drawings or photographs. Photographs often reveal details that don't get interpreted into drawings.
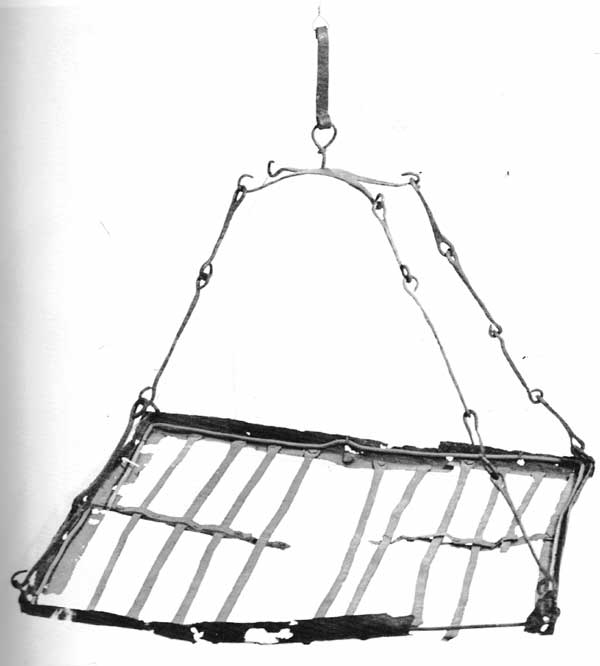
Photograph of the Fire Grid
Drawings are helpful, as they usually are scaled. I will typically then go back into the text descriptions, and transfer those details back directly on to the printed drawing. Like many of my generation, I grew up with both metric and imperial measurements. I also tend to use metric with artifacts, but need to revert to imperial for practical work in the shop. So I will convert the provided measurements to have both types available. Sometimes this will include taking written measurements and generating my own life sized illustrations.

Scaled drawings with preliminary notes
Even as often as I work with artifacts and replicas of them, I'm always amazed when I manage to get the actual artifacts in front of me. Everything always seems either much larger - or much smaller, than my best impression. For that reason, I will convert all or part of the available images to roughly life sized copies.
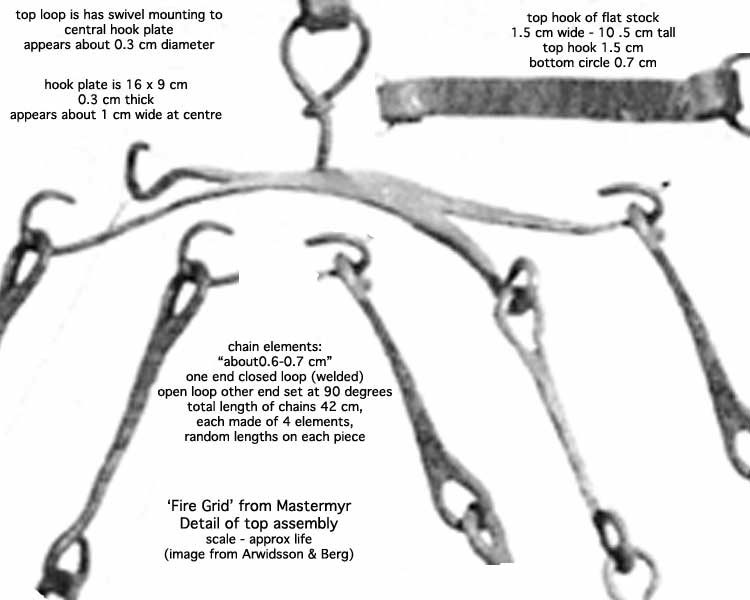
Expansion of a detail to life sized.
If I am am actually going to duplicate an object as a replica, I will also often make a set of 'scale as' three view production drawings. These I can take into the workshop. I find it extremely helpful to see exactly the size of the individual elements which then combine for the finished replica.
With all this information in front of me, what information can be gathered and interpretations made?
The first thing was that I found a printing error in the written description. The measurements give : "Frame about 50 x 50 cm; strip width 0.45 cm, thickness 0.25 cm; grid rods 49.0 X 1.2 X 0.3-0.5 cm." Looking at the photograph it is quite obvious that the framing is about twice as wide as the individual grid bars, not half the width as indicated. Change that measurement to 4.5 cm, and it better conforms to the proportions on the scale drawing.
Keeping at the frame, converting the revised measurements into a cross section makes that piece roughly 1 3/4 inches wide by 1/8 inch thick. It is hard to see if the L stands as tall as it is wide, there is no detail cross section drawing, and the height measurement is not given.
The individual cross bars are fairly light in construction, at only approximately 3/8 inch wide and 1/8 inch thick. The central 're-enforcing' strips are even thinner, closer to 1/16 inch thick (by the scale drawing).
The dimension of the chain elements is given as 0.6 - 0.7 cm (about 1/4 inch). Although not described as rectangular in cross section, the photograph certainly shows these are irregularly forged to shape. Some of the individual elements range in both size and construction, suggesting repairs. (The description does mention that there are other obvious repairs and breaks to the object overall.) If you look at the front left and rear right chains, these are the most consistent looking, and so may represent the original elements. The individual chain pieces have one solid loop on one end, the other an open (tapped flush) loop rotated at 90 degrees. The closed loops look to be forge welded shut (the method expected using bloomery iron at such small dimensions).
The other top elements are not described in great detail.
The rectangular top plate has its length given at about 16 cm, width at 9 cm and thickness of 0.3 cm. The width given is obviously the dimension at the full spread of the hook ends. It is pretty difficult to correctly estimate the width of this bar at its centre, working from an angled perspective on the photograph, and the perspective on the drawing is obviously distorted. My best guess, working from indications from both (which more or less agree) is that the width at the centre is roughly 1.8 - 2.0 cm.
That means the starting bar would be about 3/4 x 1/8 inch, about 2 inches for the centre, extending to forks about 4 inches long and about 1/8 square at the tips (flat to square profile). This material is bent back for the individual hanging hooks, each about 1.5 cm ( 5/8 inch ) in diameter.
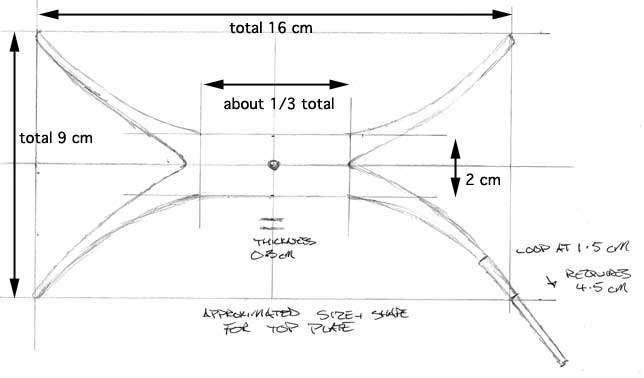
Estimating the size of the top plate
There is also a length of round profile rod which is formed into a swivel loop. The end of the material which forms the loop is simply wrapped around the upright stem to secure it. The other end of this rod goes through a small hole punched in the top plate, then appears to have been upset to create the 'knob' which secures it. Although the diameter of this element is not given, from the scaled up photograph, it looks to be about 0.4 cm (a bit larger than 1/8 inch).
The very top of the support system is an extremely simple hook formed from a piece of flat bar. The starting material is 1.5 cm wide, and the thickness is not given The diameter of the top hook is given at 1.5 cm wide, the lower loop appears to be 0.7 cm in diameter.
INTERPRETATION
Berg specifically describes the fire grid (number 31) as a lighting device, and links this piece to a number of other existing samples found in northern Europe.
Overall, the construction of the entire object is quite light. Many of the individual elements are simply too small, the materials used too thin to provide much structural strength. Remember that all of this material is composed of bloomery iron, a material with considerably less structural strength than our modern metals.
This is most especially evident with the top plate and the swivel loop elements. The weight of the entire lower grid is supported by four small loop hooks on the ends of the top plate. Further, the entire weight is finally supported by the single small swivel loop, formed from round profile material only 0.4 cm (less than 3/16" inch) in diameter.
Many re-enactors desire a 'cooking grill' for their camps. This artifact is most often pointed to as the historical reference. It is clear from a detailed look at the construction of the actual object, that it could never serve that function. Its relative light weight further supports the ethnographical references given by Berg in the primary report. This object is better suited to hold light pine knots serving as a source of area lighting, likely for a workshop.
The concept of using a metal grill to support cooking pots, or for grilling meats, is much more modern than the Viking Age. It is certainly better to have an object in a camp that looks somewhat historic, so certainly a replica based on the Mastermyr fire grid is a better choice than a purely modern cast iron cooking grill. Grilling meats 'BBQ' style is certainly not a Viking Age method of food preparation.
I would suggest that re-enactors interested in the highest levels of authenticity in their presentations consider deeper research into the actual foods and food preparation methods used during the Viking Age.
* 'The Mastermyr Find - A Viking Age Tool Chest from Gotland'
Greta Arwidsson and Gosta Berg -1983
Almqvist & Wiksell, Stockholm Sweden
91-7402-129-X



































































