Some Background :On October 10, I undertook a full iron smelt here, with the assistance of Neil Peterson and David Robertson. The purpose was to provide both a full filming and related commentaries for a new documentary series being created by a film production company out of the UK. The series is hosted by two archaeologists, who undertook an active role in the iron smelt as well as being interviewers. ( * )
The general outline was to demonstrate the technical process undertaken by the Norse used to create iron. Further illustration and commentary was provided of the second step, taking bar iron and making a spear tip.
( * ) At this point in time, I have been asked by the Producers to withhold the details of this series. On 2018-12-04 Stuart wrote:
I want to compare volume of iron needed to create Viking swords and spears.
...
With our 18lbs of iron that we made when we were with you, you said each block could make 4-6 spearheads. I'm assuming one block would make 1 sword or less - would that be accurate?
…
Also how many days would it take to make a spearhead from the smelt?
(the following is based on my original reply - edited and with added materials)ONE huge problem - is that there is not any comprehensive research on this overall process, being ore to bloom to bar to object. Especially this sequence undertaken using correct historic equipment and methods. (1)
Almost nothing recorded or reported - so here come the Wild Ass Guesses...
SO :
Modern blacksmith's undertaking work with bloomery iron have reported :
Ore to Bloom = anything from 15 - 40 % yields at this step. There is a huge variation here. Quality of the ore / skill of the iron master / air volumes used being the primary effects.
- Larger ore amounts typically result in larger blooms (even with everything else equal)
- Higher air volumes also dramatically increase yields.
Here at Wareham, with all else similar, but using something reproducing Viking Age, human powered air systems, my yields typically drop to the range of 15 - 18% on average. (Compare with the 28 % return for this specific test demonstration!)
 |
| Finished Bloom - hot cut during extraction |
Bloom to Bar = ??Almost everyone I know is using variations of equipment, from on 'traditional' (= mid 1800’s to ‘modern; forge equipment. So NOT the small VA forge set up we looked at in the filming. This will make a huge difference in 'loss during forging bar'.
Even with larger / hotter coal fires, using of mechanical hammers / presses, the numbers approximate 30 - 40 % loss of the bloom weight, as forged into a working bar. (2)
I certainly would expect more loss (or at least in the higher end) for all Viking Age equipment. So
quoting this at 40% This is really a bit of a WAG, since I personally have never taken a bloom into a working bar with all historic tools myself.
So this reduces this specific 8.5 kg recorded bloom down to at best 6 kg, but more likely closer to 5 kg, as the final working bar. Remember the product of the bloomery operation is a ‘currency bar’ - not the actual objects themselves.
Bar to Object = ??Now that starting bar is sold into the hands of the blacksmith. It is re-profiled, likely cut up to needed starting sizes, and finally forged into our finished objects.
Again - I don't have the best numbers on this. My own work with bloomery iron to finished object remains quite limited.
Even with modern metals and tools (coal + power hammer). I would expect the
loss to be at least 10 % at this stage. Again, I can’t provide the best comparison to losses using all Viking Age equipment. (Smaller and colder charcoal forges, much smaller anvils, …)
There is going to be
additional loss (significant) during the polishing phase, after forging.
Again, I have almost no direct measurements to quote here. (3)
Certainly the more skilled and accurate to final shape from the hands of the blacksmith, the less grinding to profile, flattening, then surface polishing will be undertaken, with the associated losses in material.

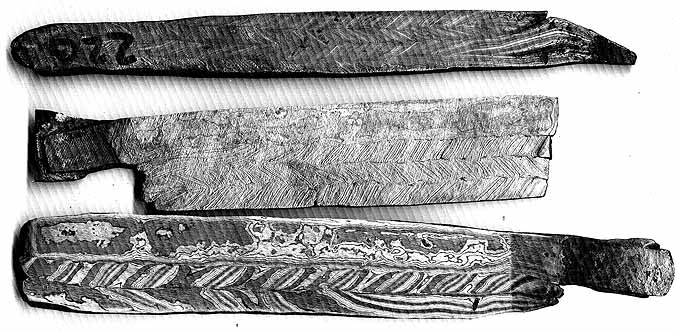
The weights on the samples I had in the shop during the filming :
(the sizes are the blades L x W x T )
top - 'lance' tip (closest to your question artifact) @ 14 x 2 x .35 cm = 61 gm
rough forged hunting tip @ 14 x 3 x .5 cm = 250 gm
partially flattened hunting tip @ 17 x 3.5 x .75 cm = 444 gm
bottom - partially forged (no bevel) pattern welded @ 17.5 x 3 x .5 cm = 408 gm *
You can see there is a lot of difference between what might be considered a 'standard' hunting spear blade - and the very light construction on the 'lance' sample!
This all suggests, adding the forging loss in, roughly .5 kg each for the standard spear head being required (a bit of a WAG).
So at best, your test bloom is likely to be enough for something about 10 spear heads.
* I also have several finished spears, mounted on shafts. These are most similar to the middle two seen above.
On swords - again, I took some 'representative' samples I have under construction here:
top - to rough polish @ 81 x 5 x .77 cm = 1195 gm
pattern welded, ready for mounting @ 82 x 5 x .67 cm = 1241 gm *
finished sword @ 68 x 5 x .83 cm = 1805 gm (includes forged cross guard and end pommel + short antler tube hilt)
These are good representative weights - a finished sword (including the iron guard and counterweight pommel) is typically in the range of 1.5 to 2 kg (rarely more!)
Again - the actual losses are not personally known (I have never taken bloom to sword blade - much less with historic gear).
My best guess here is that at least 2 kg of iron bloom would be the amount needed for a single sword.
This WAG suggests * at best * only three swords possible from your test bloom, given the better quality of metal required for swords, two swords is more likely.
* If a more elaborate pattern welding process is used, the forge construction stage could easily approach an additional 30 % loss yet again.
I have some rough notes on forging the specific sword blade seen. I started with about 3.2 kg of metal plates. The total loss was easily 50 % overall on that project by the time the finished polish was applied.
This is certainly likely to be less productive for all VA process and equipment.
 |
| (Speculative) Sand Table forge, 15 kg replica anvil, tools from Mastermyr. |
How long - Start to Finish?Again - I have never taken raw bloom through to working bar - using all (accurate) VA equipment. So WAG again!
I normally use hotter and larger coal fires, plus available propane forges - and also have powerful mechanical tools replacing workers with sledges.
And honestly - 'day' is an important measure. As in ' How much can you accomplish in a typical working day'. Forge welding up the large masses of bloom is intensive and exhausting.
My 'best guess' on this is at least three working days to get a bloom into a standard currency bar.
That bar then has to be re-forged into the starting shapes required to make spears themselves. Add at least another day.
So
four days to get the metal prepared to forge a spear. I would suspect you would need to easily
double this time using smaller fires and smaller tools available in the Viking Age
Using my modern forge, I can forge one spear in a single working session, consider a half day each. Again likely double with all VA equipment (?)
Now these need finishing. (4)
I certainly need something about and hour each to grind and polish - but I have vastly faster high speed powered equipment.
Using just a piece of stone? No idea really. Best consider at least another full working day or two?
Do remember that in our demonstration - we did not have to actually gather any of the raw materials either!
- Easily a half day plus mucking around in the bog gathering the ore. Assuming you had already found a good source. (This not a trivial exercise in itself!)
- Several days to gather wood, cut to size - then the long process running a charcoal kiln (easily 4 - 6 days together).
- Someone would have to gather clay. If you had good stuff you might be able to use it right out of the bank? Otherwise, gather / dry / break / screen / reconstitute steps are likely added.
- None of this includes the actual walking and hauling required!
I had seen a reference that gave the ‘average iron per person within a household total’ at 2 kg each.
As a male - that means a ‘large tool’ (say any axe) and a small knife. Only.
Notes:
At time of writing, the general description of this specific iron smelt experiment (October 10, 2018) has not been fully compiled. 1) There is generally a large break between those that do - and those that study.
Here in North America, the original ‘Early Iron’ group was composed of artisan blacksmiths, many of whom were employed at Living History museums as interpreter / demonstrators. In the last decade, bloomery iron has caught the attention of the bladesmithing community. Although these groups are often highly skilled, they are not as a rule academically trained. Acquired direct experience tends to dominate over careful record keeping. There certainly is no clear standard of terminology or often even in method.
This is changing into end of the second decade of Early Iron. As Experimental Archaeology itself becomes a recognized academic discipline, new researchers are active in attempting to formalize working skills with scientific measurements.
There are certainly people who have undertaken the individual segments. Very, very few who have actually combined the separate steps into one overall combined effort. Few of those have actually kept detailed records of their process.
(More often than not, closer examination of claims of ‘All Viking Age’ will show significant use of incorrect tools or process. To point a good example - my own use of electric blowers on the majority of my iron smelt efforts.)
The exception here would be the original work of Peter Crew of the UK, going back to the early 1990's.
(2) Sparked by this request, I am also working up a report on my own Bloom 2 Bar work to this date. Expect this material in the near future.
(3) Again, I must admit my work on sword sized billets is limited :
Sword of Heroes
Gilling West Replica
Pattern Welded Sword 2
I have certainly created a large number of
pattern welded knives - But as anyone who has attempted the much larger and significantly more difficult forgings required for swords well knows - good knife work does
not equal ability to produce swords.
(4) The topic of finishing a raw forging through to a finished weapon should have a (separate) long discussion. Obviously, the forging should be as close as possible to the required final shapes. (NOT 'Forge Thick - Grind Thin')
a) There will be grinding to the final profile, which includes removing small distortions in shape. This includes flattening the surfaces.
b) The surfaces need to reduced to below any hammer marks or pits.
c) The cutting edge needs to be reduced to the correct bevel angle - and 'close to sharp' thickness.
d) A decision needs to be made about how 'polished' (shiny) the final surfaces will be. Note that this is largely an 'artistic' decision, not really a functional, one.
In the Viking Age, all this work would be done using large whet stones (imagine a piece of rock 2 x 4, about the length of your forearm).