Although the DARC smelt team has been working towards a historical era smelt, AIR has remained a major stumbling block. Use of a straight Viking Age blacksmith's bellows clearly does not push enough air volume to produce the type of bloom found in the archaeology. Getting enough air via an electric blower is clearly not historical. This whole problem will one of the research projects for this winter (expect further posts as the work proceeds).
We have been making due with a circa 1960's vintage vacumn cleaner blower. This is tough, but frankly older than some of our team members! Although we now have a second such blower rigged, there have been tense moments in recent smelts when the primary blower has stopped for one reason or another. (As I myself am just slightly older than this piece of equipment - I feel its pain!) To that end, we are going to invest in a brand new industrial blower for the upcoming year.
I had the following recommendation by Skip Williams - Good Advice which I pass along to my readers...
We've been using blowers made by AMETEK. They come in two varieties
1) a multistage vane pump - super quiet - fixed air output
2) brushless DC moter - with variable output
We have both kinds. For Full Scale smelting we generally use the
fixed output variety with an air dump valve at the tuyere. For any
research with teeny-tiny furnaces it is nice to be able to turn the
fan down to just a few CFM... so I use the variable type. I've found
that the 63 CFM blowers produce much more air than I can use.
These blowers are available cheaply from online 'surplus' stores.
Just Google "Ametek Blower". BTW. the retail price is over $1000
Try this one:
http://www.73.com/a/0701.shtml
50CFM 115VAC/60HZ BLOWER
50 CFM BLOWER AMETEK #116246-04.
Motor is rated 115 VAC 1.9 amps60Hz / 3450 rpm. Ball bearing. Continuous duty. Thermally protected. Five-stage centrifugal design. The blower will move 50 cfm
of air at 0" of water-static pressure. Vacuum rating is 10 cfm at 16" of
water-vacuum.
Circular inlet has a 1.675" I.D. and a 1-3/4" O.D.
The circular outlet has a 1.6" I.D. and a 1-3/4" O.D.
A rectangular mounting foot is located on the bottom of the circular fan body. The
foot is 3-3/4" wide x 2-1/2" deep. Four tapped mounting holes are located in the corners of the foot The holes are tapped 1/4"X20 tpi. The hole centers are 1-3/4" apart (front to rear)and are 3" apart side to side)
(includes starting capacitor).
Dimensions:9-3/4" wide x 9" deep (front to back) x 10" high.
RFE $119.00 Ea.
That list price is in US funds, and does not include shipping.
Thursday, November 29, 2007
Tuesday, November 27, 2007
Martin Course Smelt
Martin Smelt Course - 11/25/07
This is a brief overview of the smelt undertaken as a course over the weekend of November 24 / 25, 2007 by Peter Martin and friends. Note that this report lacks certain details on the exact smelt sequence (others took the data there).
Saturday consisted of an overview lecture, construction of the smelter, plus preparation of the materials. One important difference with this smelt is that it took place INSIDE, on the main shop floor. The space is dirt floored with poured concrete walls and a 20 peak to the roof. This was done because of the start of winter weather (daytime temperatures just below freezing and with 4 inches of snow down).
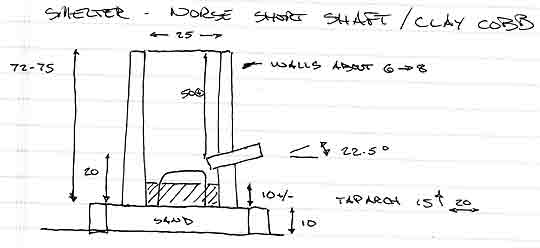
SMELTER: standard Norse Short Shaft - clay cobb
Height: 72 - 75 cm
Diameter: 25 cm (internal)
Thickness : 6 - 8 cm (somewhat variable)
Tuyere: 2.5 cm ID, standard ceramic tube
Position: 22.5 down angle / about 4 cm proud inner wall
Base: about 10 cm below tuyere
The smelter was constructed on a low plinth, a line of standard bricks filled with tamped sand. The shape of the smelter was to our standard profile, controlled by using two sheet metal forms for inner and outer diameters. In this case the clay was mixed up somewhat on the wet side and was not compacted as evenly as normal (first time builders). The cob was made of commercial ball clay mixed about 50/50 by volume with chopped straw (no sand added). The structure was left overnight with the sheet metal forms in place to allow the clay to stabilize.
After the metal forms were removed, the structure was straightened and tap arch and tuyere cut into the walls. It was obvious that the soft clay was starting to slump, so a split hardwood fire was started inside. The internal base level was allowed to develop from ash and small charcoal remnants. A much longer than normal pre-heat sequence was undertaken to dry the clay - twice the normal at over two hours. Only the last 15 minutes was under the influence of the blower at its lowest setting.
The primary ore material was commercial taconite pellets, sourced from Defasco in Hamilton Ontario. These had been previously roasted in a gas forge and then water quenched (to ease breaking). The team crushed 36 lbs of this material to the normal 'rice to half pea' size. In keeping with some recent observations by Lee Sauder, a further 4 lbs of poor quality Virginia rock ore was set aside as a seed charge. The expectation here was that the higher silica content of this material would speed the formation of the slag bowl. In total 40 lbs of the two ores was used.
As usual, the main sequence started by filling the furnace with rough carcoal, followed up with additions of graded fuel (2.5 cm pieces). Air was set at roughly 750 litres per minute. This number is only an estimate, as the first blower failed part way through the smelt and had to be replaced with the standby unit. (There are no exact measurements for the second blower, but sound and consumption rates remained constant - suggesting close to the same volumes.) From the first, the smelter ran hot, with initial consumption of the standard 10 litre (about 4 lb) measure of charcoal in the range of 6 minutes. Significantly, the entire internal volume of the smelter very quickly ignited, shortening the time required to first ore addition.

About half way into the main smelt sequence
A fairly standard ore and charcoal sequence was followed. The material of the seed charges was added as 'slugs'. Time was allowed for this material to hit tuyere level before starting the main ore charges. A standard time internal was maintained at roughly 8 - 9 minutes per fixed charcoal bucket. As has been seen in the past, the furnace accepted ever larger volumes of ore inside those charcoal charges, in this case peaking at 5 scoops (about 2 kg) or about 1 : 1 ore to charcoal by weight. The alloted ore was added in roughly 3 hours. Latter in the sequence, the smelter make several self tapping leaks of slag. This proved to be transitional, thin and dark but with not enough iron content to be magnetic. As much as a teaching tool as anything else, this material was re-cycled. Over the course of the smelt there was no problem with too high slag levels. The tuyere only required rodgering out on two occasions.
Time was again given for the last of the ore to fall to tuyere level, then a last 'shock charge' of 3 scoops (about 1 kg) was added as a single slug. This was covered with a last two buckets of charcoal, then the furnace was allowed to start to burn down.
The furnace had been set up with a large enough tap arch to allow for a bottom extraction, but the team wanted to use a top extraction method. To that end, the interior level of burning charcoal was allowed to drop down to roughly 1/3 of the volume before extraction was started.
Air was cut back to a lower level (about enough to keep the interior temperatures constant) and the charcoal covering the slag bowl was scooped away. An attempt was made to loosen the bloom with the log 'thumper' but this proved less than normally effective. The tap arch block was pulled away, which also removed about 1/3 of the lower slag bowl which was stuck to the clay. The lower level of ash and some sand was raked out, making use of the thumper from the top more effective. With some use of a long chisel tipped rod it was possible to loosen and grab free the bloom with tongs.
The furnace had more fresh charcoal added and air blast returned. In this way it was possible to re-heat the bloom, allowing for several working heats to be taken. First, the loose mother was struck off using heavy hammers and an anvil set on the floor. Some attempt was made to compress the bloom in latter heats, but the smelter-as-forge set up proved not the best for getting back up to the higher heats required. In the end it was decided to use our remaining energies to section the bloom, a process that itself took three heating cycles to accomplish.

The bloom being re-heated after initial hammering
The finished bloom had a somewhat a lumpy and fragmented consistency. Spark tests after it cooled showed it has a range of carbon contents - from a good soft iron on one side through to a mid carbon on the opposite (guestimated at about .3 carbon) The total size of the finished bloom (before cutting) was 12 lbs. This is a 30% return on ore used.
In all a text book smelt, which proved perfect as a teaching experience for the team members. The furnace preformed perfectly, with no significant problems over the smelt. The sequence ran just as predicted, with end results almost exactly as expected.
This is a brief overview of the smelt undertaken as a course over the weekend of November 24 / 25, 2007 by Peter Martin and friends. Note that this report lacks certain details on the exact smelt sequence (others took the data there).
Saturday consisted of an overview lecture, construction of the smelter, plus preparation of the materials. One important difference with this smelt is that it took place INSIDE, on the main shop floor. The space is dirt floored with poured concrete walls and a 20 peak to the roof. This was done because of the start of winter weather (daytime temperatures just below freezing and with 4 inches of snow down).
SMELTER: standard Norse Short Shaft - clay cobb
Height: 72 - 75 cm
Diameter: 25 cm (internal)
Thickness : 6 - 8 cm (somewhat variable)
Tuyere: 2.5 cm ID, standard ceramic tube
Position: 22.5 down angle / about 4 cm proud inner wall
Base: about 10 cm below tuyere
The smelter was constructed on a low plinth, a line of standard bricks filled with tamped sand. The shape of the smelter was to our standard profile, controlled by using two sheet metal forms for inner and outer diameters. In this case the clay was mixed up somewhat on the wet side and was not compacted as evenly as normal (first time builders). The cob was made of commercial ball clay mixed about 50/50 by volume with chopped straw (no sand added). The structure was left overnight with the sheet metal forms in place to allow the clay to stabilize.
After the metal forms were removed, the structure was straightened and tap arch and tuyere cut into the walls. It was obvious that the soft clay was starting to slump, so a split hardwood fire was started inside. The internal base level was allowed to develop from ash and small charcoal remnants. A much longer than normal pre-heat sequence was undertaken to dry the clay - twice the normal at over two hours. Only the last 15 minutes was under the influence of the blower at its lowest setting.
The primary ore material was commercial taconite pellets, sourced from Defasco in Hamilton Ontario. These had been previously roasted in a gas forge and then water quenched (to ease breaking). The team crushed 36 lbs of this material to the normal 'rice to half pea' size. In keeping with some recent observations by Lee Sauder, a further 4 lbs of poor quality Virginia rock ore was set aside as a seed charge. The expectation here was that the higher silica content of this material would speed the formation of the slag bowl. In total 40 lbs of the two ores was used.
As usual, the main sequence started by filling the furnace with rough carcoal, followed up with additions of graded fuel (2.5 cm pieces). Air was set at roughly 750 litres per minute. This number is only an estimate, as the first blower failed part way through the smelt and had to be replaced with the standby unit. (There are no exact measurements for the second blower, but sound and consumption rates remained constant - suggesting close to the same volumes.) From the first, the smelter ran hot, with initial consumption of the standard 10 litre (about 4 lb) measure of charcoal in the range of 6 minutes. Significantly, the entire internal volume of the smelter very quickly ignited, shortening the time required to first ore addition.
A fairly standard ore and charcoal sequence was followed. The material of the seed charges was added as 'slugs'. Time was allowed for this material to hit tuyere level before starting the main ore charges. A standard time internal was maintained at roughly 8 - 9 minutes per fixed charcoal bucket. As has been seen in the past, the furnace accepted ever larger volumes of ore inside those charcoal charges, in this case peaking at 5 scoops (about 2 kg) or about 1 : 1 ore to charcoal by weight. The alloted ore was added in roughly 3 hours. Latter in the sequence, the smelter make several self tapping leaks of slag. This proved to be transitional, thin and dark but with not enough iron content to be magnetic. As much as a teaching tool as anything else, this material was re-cycled. Over the course of the smelt there was no problem with too high slag levels. The tuyere only required rodgering out on two occasions.
Time was again given for the last of the ore to fall to tuyere level, then a last 'shock charge' of 3 scoops (about 1 kg) was added as a single slug. This was covered with a last two buckets of charcoal, then the furnace was allowed to start to burn down.
The furnace had been set up with a large enough tap arch to allow for a bottom extraction, but the team wanted to use a top extraction method. To that end, the interior level of burning charcoal was allowed to drop down to roughly 1/3 of the volume before extraction was started.
Air was cut back to a lower level (about enough to keep the interior temperatures constant) and the charcoal covering the slag bowl was scooped away. An attempt was made to loosen the bloom with the log 'thumper' but this proved less than normally effective. The tap arch block was pulled away, which also removed about 1/3 of the lower slag bowl which was stuck to the clay. The lower level of ash and some sand was raked out, making use of the thumper from the top more effective. With some use of a long chisel tipped rod it was possible to loosen and grab free the bloom with tongs.
The furnace had more fresh charcoal added and air blast returned. In this way it was possible to re-heat the bloom, allowing for several working heats to be taken. First, the loose mother was struck off using heavy hammers and an anvil set on the floor. Some attempt was made to compress the bloom in latter heats, but the smelter-as-forge set up proved not the best for getting back up to the higher heats required. In the end it was decided to use our remaining energies to section the bloom, a process that itself took three heating cycles to accomplish.
The finished bloom had a somewhat a lumpy and fragmented consistency. Spark tests after it cooled showed it has a range of carbon contents - from a good soft iron on one side through to a mid carbon on the opposite (guestimated at about .3 carbon) The total size of the finished bloom (before cutting) was 12 lbs. This is a 30% return on ore used.
In all a text book smelt, which proved perfect as a teaching experience for the team members. The furnace preformed perfectly, with no significant problems over the smelt. The sequence ran just as predicted, with end results almost exactly as expected.
Saturday, November 24, 2007
Winter Considerations
This last week I was invited to give a couple of lectures at Laurier University in Waterloo. Our smelt team has made friends with a couple of archaeology professors there - Dean Knight and Ron Ross.
The lecture of Dr Knight's ancient technologies course was on iron smelting (as might be suspected). At dinner, the lot of us got talking about the DARC experimental series, and what direction our future work might take.
Obviously one major thrust is the continuing series working towards a reconstruction of the Icelandic turf walled construction as excavated at Hals by Kevin Smith. This is primarily a furnace problem, and outside of the mechanics of gathering of the required grass sods, * seems * pretty straight forward. (The outlines of this project have been seen in earlier posts here.)
At this point, several deep background research projects are called for. These are mainly to take our practical experiences and frame them up against what is known from the archaeology:
1) Overview of Blooms and Smelters
Right now our best single resource for historic prototypes is Pliener's 'Iron in Archaeology'. Unfortunately most of the information we really need is buried in hard to find and harder to access field reports and journal articles. What is needed is a simple table style listing of the data from individual finds. Location / measurements / dates. Especially a cross linking of smelters against blooms and source ores.
2) Overview of Experimental Smelts
There is no standard set of records being kept by individual smelt teams. The arrangement of furnaces / air systems / ore against bloom production is often hard to pin down. Not everyone keeps measurements on things like air volumes. Again what would be extremely helpful would be a simple table style listing of the related data.
3) Air Systems
Our own team has developed certain impressions about what form historic air systems may have taken. A formal consideration of the theoretical footprint of the various alternatives should be written. At this point we should be able to estimate (if not clearly illustrate) the impact of the various possible systems in terms of things like debris fields.
Each one of these represents at least a potential journal article, if not a full blown academic paper (maybe a thesis!). A number of our close correspondents and advisors have been suggesting that we should be working to publish some of our experiences and conclusions.
Something to keep me inside next to the wood stove come January and February...
The lecture of Dr Knight's ancient technologies course was on iron smelting (as might be suspected). At dinner, the lot of us got talking about the DARC experimental series, and what direction our future work might take.
Obviously one major thrust is the continuing series working towards a reconstruction of the Icelandic turf walled construction as excavated at Hals by Kevin Smith. This is primarily a furnace problem, and outside of the mechanics of gathering of the required grass sods, * seems * pretty straight forward. (The outlines of this project have been seen in earlier posts here.)
At this point, several deep background research projects are called for. These are mainly to take our practical experiences and frame them up against what is known from the archaeology:
1) Overview of Blooms and Smelters
Right now our best single resource for historic prototypes is Pliener's 'Iron in Archaeology'. Unfortunately most of the information we really need is buried in hard to find and harder to access field reports and journal articles. What is needed is a simple table style listing of the data from individual finds. Location / measurements / dates. Especially a cross linking of smelters against blooms and source ores.
2) Overview of Experimental Smelts
There is no standard set of records being kept by individual smelt teams. The arrangement of furnaces / air systems / ore against bloom production is often hard to pin down. Not everyone keeps measurements on things like air volumes. Again what would be extremely helpful would be a simple table style listing of the related data.
3) Air Systems
Our own team has developed certain impressions about what form historic air systems may have taken. A formal consideration of the theoretical footprint of the various alternatives should be written. At this point we should be able to estimate (if not clearly illustrate) the impact of the various possible systems in terms of things like debris fields.
Each one of these represents at least a potential journal article, if not a full blown academic paper (maybe a thesis!). A number of our close correspondents and advisors have been suggesting that we should be working to publish some of our experiences and conclusions.
Something to keep me inside next to the wood stove come January and February...
Wednesday, November 21, 2007
Extending Asumptions
(Blended from a couple of posts to NORSEFOLK)
"...Note the Throndjem woman's bead necklace. She (a re-enactor) told me that the necklaces were rarely symmetrical. Each bead 'told its own story' as to where and when it was collected or bought or traded...."
(name deliberately removed to protect the inocent)
Not a remote chance that this statement can be any more than a single person's imagination. In some cases it may be possible to tell from location in an excavation the order of the beads, but in most cases these have so widely scattered as the body settles that the original order can only be guessed at. If your sources are museum presentations - often the order has been 'reconstructed' at the taste of the conservator.
As to why a specific bead has gone where - it is absolutely impossible to attribute order to some cultural activity.
Note that I'm not discussing the details of bead necklace construction, save as an example of a larger concept in interpreting objects. (Karen mentioned this, as she and Neil and Meghan and I have much hashed over the topic of beads and interpretations frequently).
There are a number of different ways a person could assemble the order of beads on to a string:
One most important variable would be the method of collecting the number. Purchased all at once - or collected over time (and perhaps space)?
Was the order static - or was it constantly being modified in terms of order and additions?
Is the combination in any way symmetrical? If so - what is the measure of balance? This is particularly important, because if you look at the use of semi-precious stones set on metal objects from the same time, you will see that 'balance' may be in terms of matching size / matching shape / and not as often matching colour / matching material.
Now there is absolutely no way that we can measure if bead order was determined by some sequence of applied memories in the mind of the owner. I suspect that this assertion was made on the basis of negative evidence - 'we see no other obvious order, so therefore the sequence is based on memories'. Could just as easily be totally random . Could be based on purchase order. Could be 'the strand broke and I was in too much of a rush to just get all the beads stuck on a strand again to bother'. Any of these others just as likely.
(Sandy, a researcher at the Frojel site in Gotland Sweden commented on some finds there.)
Sandy's description of the half blue / half silver strand illustrates an important point. (Going out on a pretty thin limb here) - It is most commonly seen that the order chosen by the Norse was much different than the order chosen by Victorian archaeologists - or that chosen by modern taste. I'm not attempting to get into the details of individual strands, as I have certainly NOT studied these in enough detail to present specific examples.
I comment on the underlaying concept - Take care applying modern opinions to historic details.
"...Note the Throndjem woman's bead necklace. She (a re-enactor) told me that the necklaces were rarely symmetrical. Each bead 'told its own story' as to where and when it was collected or bought or traded...."
(name deliberately removed to protect the inocent)
Not a remote chance that this statement can be any more than a single person's imagination. In some cases it may be possible to tell from location in an excavation the order of the beads, but in most cases these have so widely scattered as the body settles that the original order can only be guessed at. If your sources are museum presentations - often the order has been 'reconstructed' at the taste of the conservator.
As to why a specific bead has gone where - it is absolutely impossible to attribute order to some cultural activity.
Note that I'm not discussing the details of bead necklace construction, save as an example of a larger concept in interpreting objects. (Karen mentioned this, as she and Neil and Meghan and I have much hashed over the topic of beads and interpretations frequently).
There are a number of different ways a person could assemble the order of beads on to a string:
One most important variable would be the method of collecting the number. Purchased all at once - or collected over time (and perhaps space)?
Was the order static - or was it constantly being modified in terms of order and additions?
Is the combination in any way symmetrical? If so - what is the measure of balance? This is particularly important, because if you look at the use of semi-precious stones set on metal objects from the same time, you will see that 'balance' may be in terms of matching size / matching shape / and not as often matching colour / matching material.
Now there is absolutely no way that we can measure if bead order was determined by some sequence of applied memories in the mind of the owner. I suspect that this assertion was made on the basis of negative evidence - 'we see no other obvious order, so therefore the sequence is based on memories'. Could just as easily be totally random . Could be based on purchase order. Could be 'the strand broke and I was in too much of a rush to just get all the beads stuck on a strand again to bother'. Any of these others just as likely.
(Sandy, a researcher at the Frojel site in Gotland Sweden commented on some finds there.)
Sandy's description of the half blue / half silver strand illustrates an important point. (Going out on a pretty thin limb here) - It is most commonly seen that the order chosen by the Norse was much different than the order chosen by Victorian archaeologists - or that chosen by modern taste. I'm not attempting to get into the details of individual strands, as I have certainly NOT studied these in enough detail to present specific examples.
I comment on the underlaying concept - Take care applying modern opinions to historic details.
Subscribe to:
Posts (Atom)















