and I had already set aside time for it. So on short notice I decided to
run another smelt here at Wareham)
Dr Kevin Smith and I have been discussing the work he has been doing
excavating a Viking Age iron smelting site at Hals in Iceland. The
details can be found in his article 'Ore, Fire, Hammer, Sickle: Iron
Production in Viking Age and Early Medieval Iceland'.
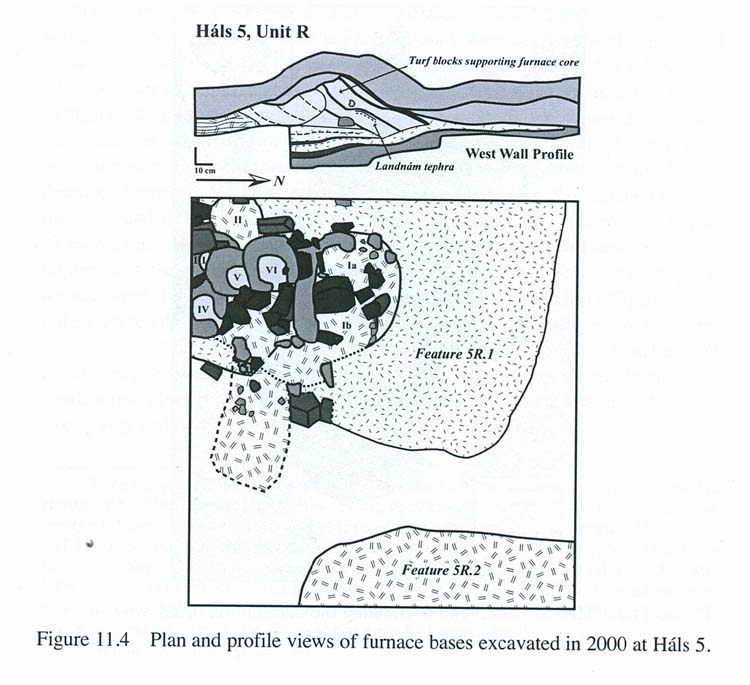
A long range plan is to work towards a full reconstruction smelt using
the Hals excavations as the prototype. In brief the construction is a
conical stack of cut grass sod strips contained in a box frame of
timber. This whole construction is roughly 2 x 2 m and stands about 1 m
tall. The space between the cone and the box is leveled off with earth
for a working surface. The shaft of the furnace is cut down into the
sods, then lined with a relatively thin (3 cm) layer of clay like
material. The tuyere area is made up of stone slabs, with a 'blow hole'
method used to introduce the air. Evidence strongly suggests a top
extraction.
Taking some information provided by Skip Williams from his experiences
working (primarily) with Micheal Nissen (from Ribe) at the last European
Iron Symposium:
The blow hole has a thin plate of material used in those areas of the
furnace around the tuyere that are subjected to the greatest
temperatures. The thinner plate around and especially above the tuyere
opening allow the heat to bleed off the surface and keep the plate from
melting. (This opposed to our current thick walled furnaces that
withstand erosion every smelt.) The tuyere itself does not fit tightly
into the smelter - or protrude into the inside of the furnace. (Our
current method does both of these.)
This blow hole method has proved successful (Nissen and Williams) at lower air volumes - in
the range of 300 litres per minute.
As the bellows tube does not extend into the furnace, there is minimal
damage to the tube. (In essence there is no true tuyere - just the
nossel of the bellows).
The opening for this bellows tube is larger than the tube itself. In
practice Skip reports this produces a venturi effect to increase air
flow. It also allows the operators to see directly into the interior at
the developing bloom. Any surplus slag will flow off well before it
clogs up the air blast.
I have decided to run the Thanksgiving smelt as the first test towards
the full Hals prototype:

The main difference here from our last smelter is the construction of a
stone slab front and use of the blow hole method. The overall
construction will remain the proven thick walled clay cobb set as half
buried in the earth bank. The tuyere / bellows tube will again be the
ceramic tube with air via the current vacumn blower. This blower can be
throttled back to the lower air volume.
There is plenty of charcoal on hand, most likely using the pre sized
material that the Wareham Forge purchased in the spring (to save labour).
As the evidence from Hals suggests a high iron content bog ore was used
(very little slag produced) I'm suggesting use of the hematite grit as
the ore. Carbon control may be a problem, but the smaller particle size
may prove a good fit to a reduced air volume.
In truth this amounts to THREE changes to our process: Tuyere / Plate /
Air. I don't anticipate too many problems from the use of the stone
plate construction. Air can be quickly modified if required. The use of
the blow hole rather than our standard insert tuyere is the main
modification here.
Still there is a good chance (I'd say at least 50 / 50) that the smelt
may not result in a working bloom.
(Stay tuned!)
















No comments:
Post a Comment