Some questions concerning a possible DARC build of the Icelandic Iron Furnace - as suggested by
Kevin Smith's work at Hals...
Richard wrote:
-- what are the archeological dimensions I should be aiming for?
-- am I burying it in a bank or should it be free-standing?
--
given the strong prevailing winds here, should I be looking to place it
in a sheltered location, or would careful orientation help create
better draw
 |
| Suggested build of the original Hals Furnace |
1)Link to the
full report on the Hals furnace:
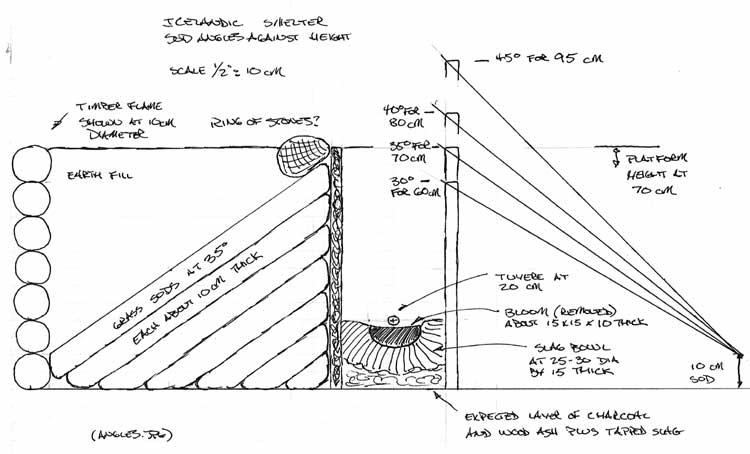
The full construction is a cone of sod roughly 2 meters in diameter,
standing roughly 70 cm tall. There is a 30 cm diameter cylinder down the
centre. The suggestion is that this cone was surrounded by a box made
of timber (alternating logs?) - with the gap between the timber and the
sod filled with earth.
2) In effect the construction above is like a free standing bank. The box of earth makes a stable work platform on the top.
One important question is :
"How wide does the sod band need to be."
In use, the sod is in effect taking the place of the thick clay cob
walls we have been building to date. The grass roots are creating the
stability - during the firing process. The interior wall of the cylinder
had a thin (3 cm suggested) layer of clay like marl as a fire proof
coating. The fact that the stacking of the sods creates a series of
diagonal lines - running downwards away from the interior - is going to
keep hot gasses from seeping out of the grass layers.
A team from Iceland, under
Margrét Hrönn Hallmundsdóttir,
had run a version of the Hals system last year. Margret has worked with
Kevin Smith, and she and I did converse a fair amount before her
experiment (her first full iron smelt).
http://www.warehamforge.ca/ironsmelting/HALS/angles.jpg
The furnace they built (at least from the photos), was more a square,
flat layered stack of the grass sods. They also made some other
departures from the archaeology at Hals. I thought the main one was that
they built a chamber of stone blocks for the bottom third of the
furnace (basically square). The construction they used was using the
sods more like flat stacked bricks.
It has occurred to me that we might do a first test by either partially
earth banking the construction - or putting the whole inside a smaller
plank constructed wooden box.
The first would allow us to undertake a top extraction - which is
suggested by the Hals evidence (slag bowls in place). The second would
be simpler using a bottom extraction.
Something to take a look at would be the way the team from Tranamo
Sweden group had built a semi portable demonstration furnace. They had
used a cylinder of fire brick held in a 45 gallon drum - this surrounded
with a wooden box that they used earth to stabilize.
 |
At Heltborg, Denmark, 2008
|
On alignment to the wind:
It might be nice to have the wind going from our backs across the front
of the furnace - or from side to side. At Wareham the prevailing winds
go from the rear of the smelter towards the workers. This only
occasionally pushes the heat into our faces (singed beards). In terms of
providing air blast - it would only be the rare day this would really
be useful. A bellows or blower system is still in play here.
DARC has undertaken a number of smelts in a series leading up to a full reconstruction of the Hals Iceland system. You can find this work documented on the full Wareham Forge IRON SMELTING web site























{kind=link}